How to weld large diameter PPR pipe?
In plumbing engineering, we often use PPR pipes and fittings, so how to weld large-diameter PPR pipes? The pipeline contractor is also very confused, let’s explain.
Generally, PPR pipes with diameters below D63 (including D63) are connected by socket hot melt; D75-D160 PPR pipes can be connected by socket hot melt or butt hot melt welding. Large-diameter PPR pipes are generally used for butt welding ppr pipe.

Large diameter socket fuser
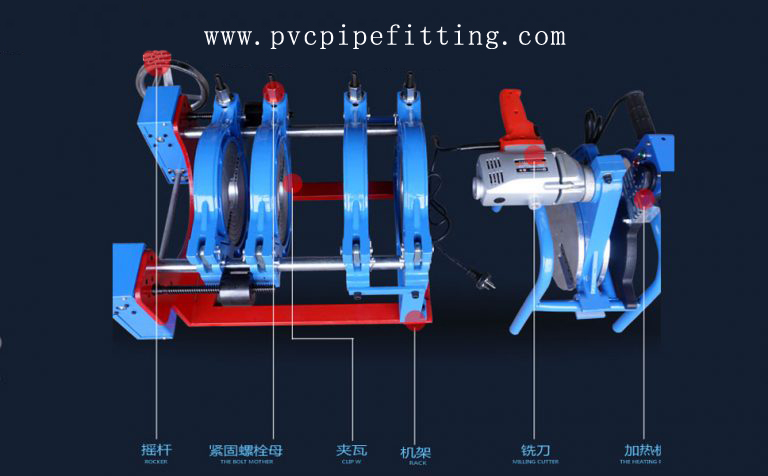
Large diameter butt fusion device
The butt welding process of large-diameter PPR pipes is a construction process in which the section of two PPR pipes is heated to 260±10℃, and then enough force is applied to butt weld the two PPR pipes together. The melt at the butt joint is fully fused, and the tensile strength and pressure of the welded part are equal to or stronger than that of the PPR pipe itself.

ppr pipe
Operation steps for butt welding of large-diameter PPR pipes:
1. Fix the PPR pipe that needs butt welding
Use the clamp on the welding machine to fix the part that needs to be connected. Check whether the end face is aligned and adjusted to the best position.
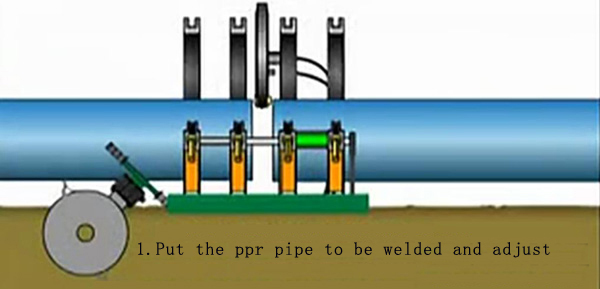
Put the ppr pipe to be welded and adjust
2. Milling the end face of PPR pipe
Put in the port milling cutter and correct the port plane until continuous chips are formed. Take out the milling cutter and adjust again to check the coaxiality. The end face of the pipe must be milled clean and flat. This operation can provide a well-milled end surface that is perpendicular to the centerline of the end surface of each pipe and has no defects.
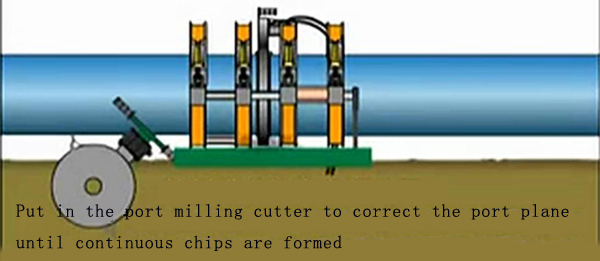
Milling the end face of PPR pipe
3. Align the end faces of the PPR pipe
Use a clean new lint-free cotton cloth to remove sawdust and other debris generated when milling the plane. The end faces of the pipe must be rounded and aligned with each other to minimize the mismatch of the pipe wall (high-low). This can be achieved by adjusting the clamp to match the outer diameter of the end surface of the pipe. In order to prevent the pipe sliding clip during butt welding, it must be clamped.
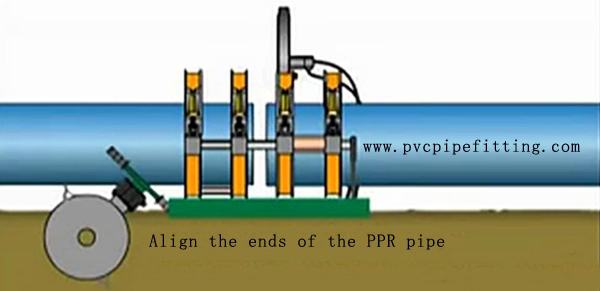
Align the ends of the PPR pipe
4. Melting and heating butt surface
Turn on the power to make the surface temperature of the heating plate reach the required temperature range of 250-280°C). Install a heater on the welding machine so that the end surface of the PPR pipe is in full contact with the heater surface. It must be ensured that the end surface of the pipe is in full and proper contact with the heater surface, and that it is just in contact with the appropriate force. This force is very short-lived, and the contact cannot be interrupted while the force is weakened. Continue to properly maintain the heated part under the action of no force until there is a melted edge between the heater and the end surface of the pipe.
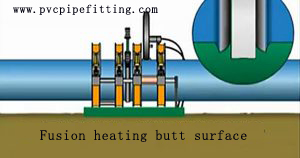
Fusion heating butt surface
5. Connect the two fused butt surfaces to each other
After the end surface of the pipe is heated for a certain period of time, remove the heater and butt the two molten end surfaces with sufficient force to form two curls on the inside and outside of the pipe wall. Quickly close the fixture, close the PPR tube to be welded, and increase the pressure steadily.
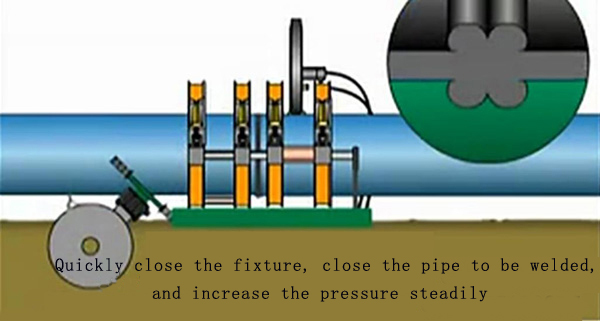
Bring the two fused butt surfaces to each other
6. Maintain a constant docking pressure
Under the action of force, the melted end faces cannot move after the butt joint is completed until they are sufficiently cooled to produce an inseparable force. In order to obtain high-quality welds, there is a proper time for the welds to be cooled under the action of force before the clamps on the welding machine are opened. The heat-melt butt welding pressure of the two butt ends shall be kept until the crimping surface of the butt joint is cooled. The pipe can be dragged, installed or treated with force after it is completely cooled. After maintaining the pressure and cooling down, the pressure is reduced to zero, and then the pipe is taken out, and the welding is completed.
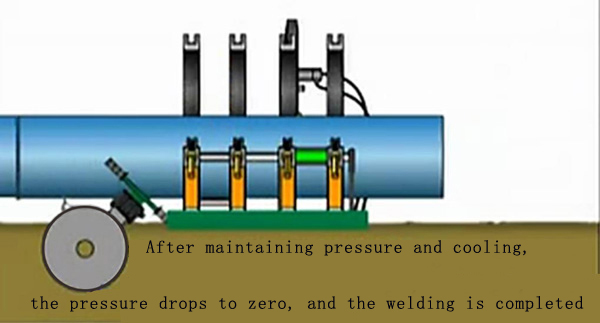
Maintain a constant docking pressure
We are a professional PPR pipes and fittings manufacturer. If you need PPR pipes and fittings for plumbing engineering, please contact me, we will provide the most favorable quotation and the best quality products.